
Introduction
A good syringe manufacturer plays a critical role in modern healthcare systems by ensuring the safe, accurate, and hygienic delivery of medicines. Syringes are among the most widely used medical devices globally and are essential for vaccinations, insulin injections, blood collection, and countless therapeutic procedures. Because syringes come into direct contact with patients, their quality, precision, and safety standards must be extremely high.
Choosing a good syringe manufacturer is important not only for hospitals and clinics but also for distributors, government healthcare programs, and international buyers. A reliable manufacturer offers consistent quality, regulatory compliance, and long-term trust. This article explains what defines a good syringe manufacturer, the manufacturing process, quality standards, product range, and why trusted manufacturers are vital for patient safety.
What Is a Good Syringe Manufacturer?
A good syringe manufacturer is not defined by production capacity alone. It is a combination of technical expertise, strict quality standards, regulatory compliance, and ethical manufacturing practices.
Key Characteristics of a Good Syringe Manufacturer
-
Use of high-quality medical-grade raw materials
-
Advanced and automated manufacturing systems
-
Compliance with national and international medical standards
-
Strong focus on sterility and infection prevention
-
Continuous product testing and innovation
Manufacturers that consistently meet these criteria earn long-term trust within the healthcare industry.
Role of Quality in Syringe Production
Quality is the foundation of syringe manufacturing. Even a minor defect can lead to dosage errors, infections, or patient discomfort. A good syringe manufacturer emphasizes precision engineering to ensure smooth plunger movement, clear and accurate volume markings, and leak-proof performance.
How High-Quality Syringes Help Prevent Risks
-
Cross-contamination
-
Medication wastage
-
Inaccurate drug dosage
-
Patient injury
A strong focus on quality directly improves patient outcomes and overall healthcare safety.
Materials Used in Syringe Manufacturing
A good syringe manufacturer carefully selects raw materials to ensure safety and durability. Most disposable syringes are made from medical-grade polypropylene for the barrel and plunger, while plungers use synthetic rubber or latex-free elastomers.
Essential Material Requirements
-
Biocompatibility
-
Non-toxicity
-
Chemical resistance
-
High transparency for clear dosage visibility
Certified medical-grade materials ensure syringes perform reliably in clinical environments.
Advanced Manufacturing Process
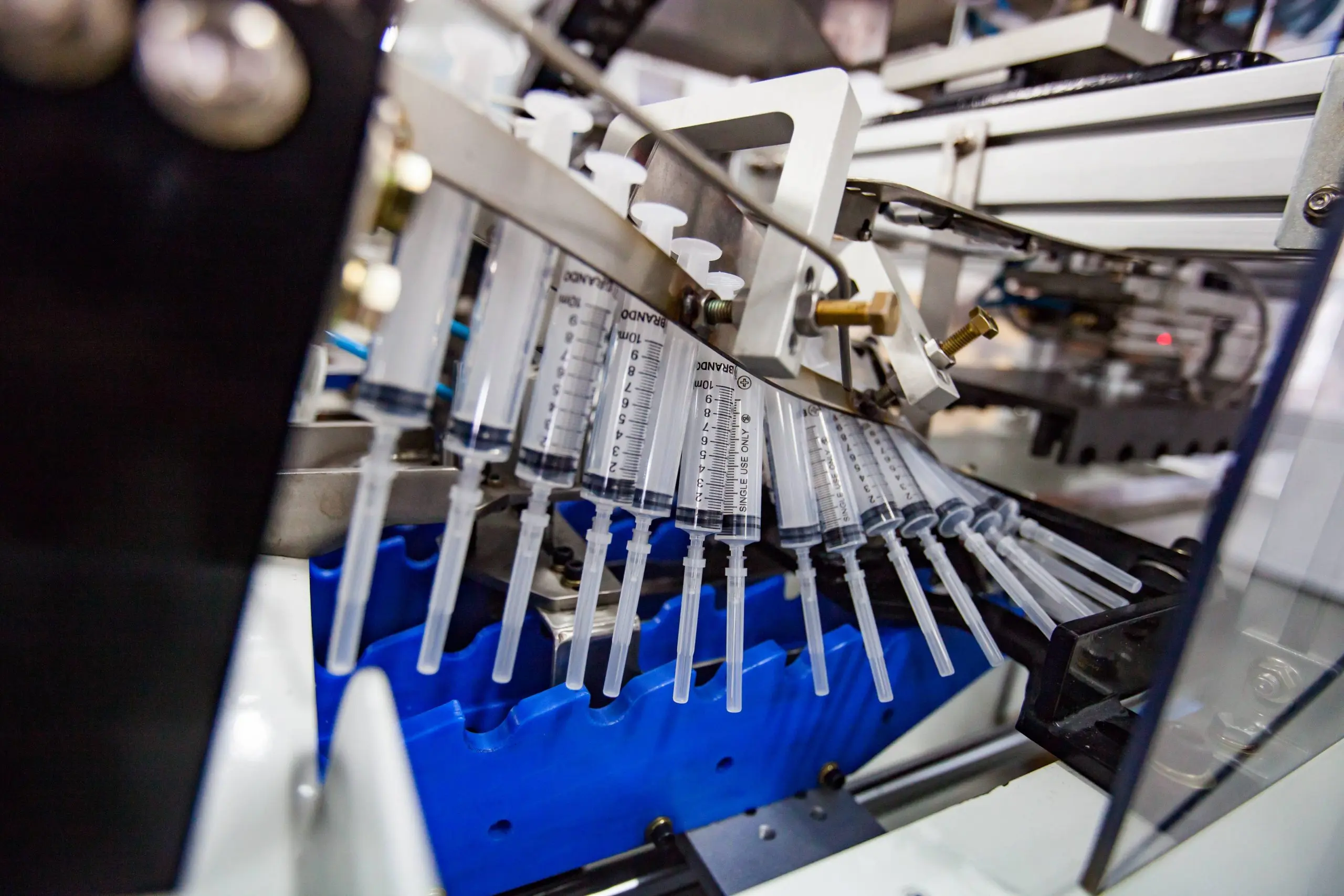
The manufacturing process is a key factor that separates a good syringe manufacturer from an average one. Modern syringe production relies heavily on automation to maintain uniformity and reduce human error.
Injection Molding
High-precision injection molding machines are used to form syringe barrels, plungers, and tips. Automated systems ensure consistent thickness and accurate dimensions.
Assembly Lines
Automated assembly lines combine syringe components in controlled environments. This ensures proper fitting of parts and smooth plunger movement.
Sterilization
A good syringe manufacturer uses validated sterilization methods such as ethylene oxide (EO) or gamma radiation. Sterilization is essential to prevent infections and protect patient safety.
Packaging
Syringes are packed in medical-grade blister packs or pouches that maintain sterility until use. Clear labeling and batch information ensure traceability.
Clean Room and Hygiene Standards
Clean room conditions are essential in syringe manufacturing. A good syringe manufacturer maintains controlled clean room environments to prevent contamination from dust, microbes, or human contact.
Clean Room Practices Include
-
HEPA-filtered air systems
-
Controlled temperature and humidity
-
Staff wearing protective garments
-
Regular microbial testing
These practices ensure every syringe meets strict hygiene standards before reaching the end user.
Quality Control and Testing
Quality control is one of the strongest indicators of a good syringe manufacturer. Multiple inspections are conducted at every stage of production to ensure consistency and safety.
Common Quality Tests
-
Leak and pressure testing
-
Plunger smoothness testing
-
Sterility validation
-
Dimensional accuracy checks
-
Visual inspection for defects
Batch-wise testing allows manufacturers to quickly identify and correct any issues.
Compliance With International Standards
A trusted syringe manufacturer complies with recognized medical device standards. These standards ensure syringes are safe for both domestic and international markets.
Common Certifications and Regulations
-
ISO quality management standards
-
Good Manufacturing Practices (GMP)
-
National medical device regulations
-
Export and international compliance requirements
Compliance reflects a manufacturer’s commitment to quality, safety, and global healthcare needs.
Types of Syringes Produced by Good Manufacturers
A good syringe manufacturer typically offers a wide range of products to meet diverse medical requirements.
Disposable Syringes
Single-use syringes designed to prevent cross-contamination and infections.
Insulin Syringes
Specialized syringes with fine needles and precise markings for accurate insulin delivery.
Auto-Disable Syringes
Designed to prevent reuse and commonly used in immunization and vaccination programs.
Safety Syringes
Equipped with needle-protection mechanisms to reduce needle-stick injuries.
A diverse product range highlights a manufacturer’s technical capability and market understanding.
Role of Innovation and Technology
Innovation is a major contributor to modern syringe manufacturing. A good syringe manufacturer invests in research and development to enhance safety, usability, and efficiency.
Key Innovations in Syringe Manufacturing
-
Low dead-space syringes to reduce medicine wastage
-
Advanced needle safety mechanisms
-
Improved plunger designs for smoother operation
-
Environmentally responsible manufacturing processes
Continuous innovation helps manufacturers meet evolving healthcare demands.
Importance of Reliable Supply and Scalability
Healthcare systems depend on uninterrupted supply chains. A good syringe manufacturer ensures consistent production capacity and timely delivery, especially during emergencies such as vaccination drives or public health crises.
Reliable Manufacturers Maintain
-
Large-scale manufacturing facilities
-
Efficient logistics and distribution networks
-
Backup production and supply systems
This reliability builds strong partnerships with hospitals, governments, and distributors.
Why Choosing a Good Syringe Manufacturer Matters
Selecting a good syringe manufacturer directly affects patient safety, operational efficiency, and brand reputation. Poor-quality syringes can result in medical errors, infections, and legal risks.
Benefits of Choosing a Trusted Manufacturer
-
Reduced risk of product defects
-
Improved patient comfort and safety
-
Compliance with healthcare regulations
-
Long-term cost efficiency
For healthcare providers and buyers, quality should always take priority over cost.
Global Demand and Market Growth
The global demand for syringes continues to rise due to increased healthcare awareness, vaccination programs, and chronic disease management. Good syringe manufacturers are expanding production capacity and adopting sustainable practices to meet global needs.
Markets increasingly value manufacturers that deliver affordable syringes without compromising on quality, making trusted syringe producers essential to global healthcare infrastructure.
Conclusion
A good syringe manufacturer is a cornerstone of safe and effective healthcare delivery. By using high-quality materials, advanced manufacturing processes, strict quality control, and regulatory compliance, trusted manufacturers ensure that every syringe meets the highest standards of precision and safety.
Whether for hospitals, clinics, or large-scale public health programs, choosing a reliable syringe manufacturer is an investment in patient safety and long-term healthcare excellence.
Frequently Asked Questions (FAQ)
What defines a good syringe manufacturer?
A good syringe manufacturer follows strict quality standards, uses medical-grade materials, maintains clean room environments, and complies with healthcare regulations.
Why is sterility important in syringe manufacturing?
Sterility prevents infections and ensures patient safety during injections and medical procedures.
What types of syringes do good manufacturers produce?
They produce disposable syringes, insulin syringes, auto-disable syringes, and safety syringes for various medical needs.
How do manufacturers ensure syringe quality?
Through automated production systems, regular testing, strict quality inspections, and adherence to international standards.

